Guidelines for Acceptable Nanofiltration (NF) Feed Water
Below Table summarizes the limits of quality parameters of the feed water. It is recommended to respect these limits to ensure successful operation of the membrane system. Otherwise, more frequent cleaning and/or sanitization may become necessary. The concentrations correspond to the entry to the membrane for a continuous feed stream, including any influences to the feed water from dosing chemicals or piping materials in the pretreatment line.
Comments & conditions Max. level Unit Component
5 1 SDI
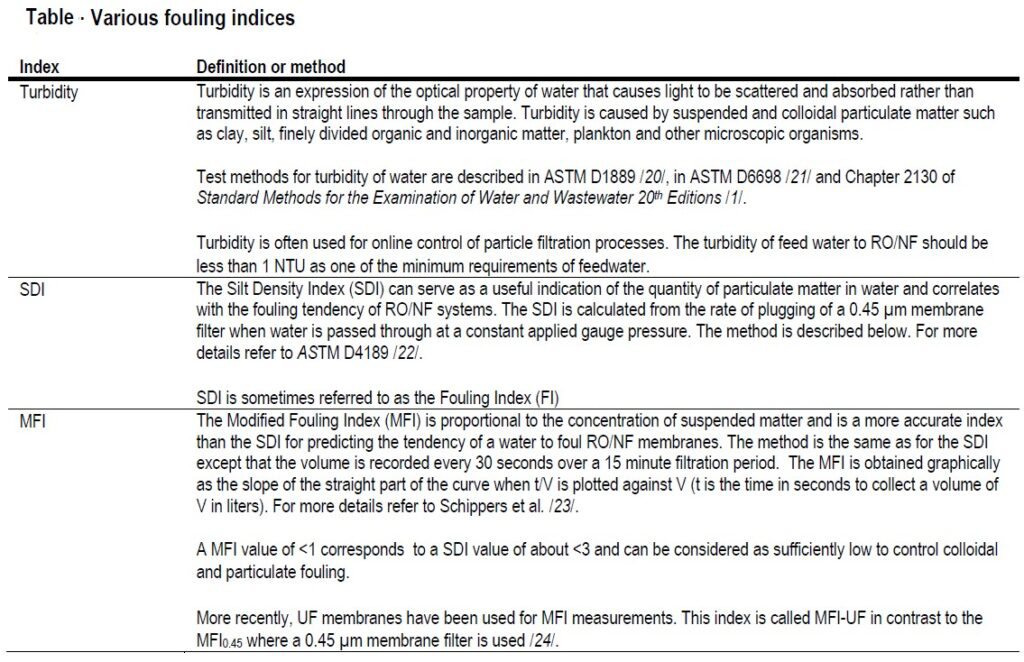
0.5 NTU Turbidity
Target: <1 4 1 MFI0.45
0.1 mg/L Oil & grease
Synthetic organic compounds (SOC) have generally more adverse effects on RO/NF membranes compared with natural organic matters (NOM). 3 mg/L TOC
10 mg/L COD
Target: <5 10 μg/l Ac-C AOC
Target: <1 5 pg/cm2 ATP BFR
Under certain conditions, the presence of chlorine and other oxidizing agents will cause premature membrane failure. Since oxidation is not covered under warranty, FilmTec recommends removing residual free chlorine by pretreatment prior to membrane exposure. 0.1 mg/L Free chlorine
pH <6, oxygen <0.5 ppm 4 mg/L Ferrous iron
0.05 mg/L Ferric iron
0.05 mg/L Manganese
0.05 mg/L Aluminum
Higher concentrations may damage the element glue line In ug/L range mg/L VOC’s
SOLID REDUCTION
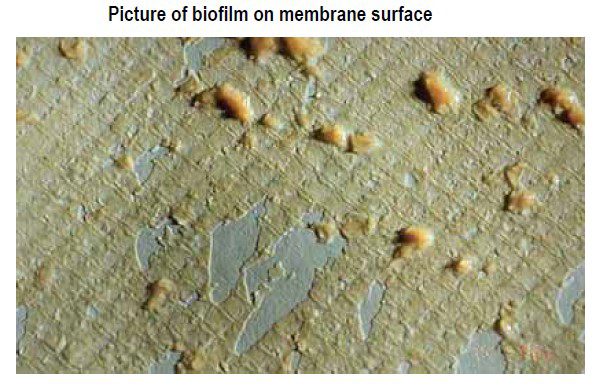
Membrane feedwater should be relatively free from colloidal particulates. The most common particulates encountered in industrial membrane systems are silt, iron oxides, and manganese oxides.
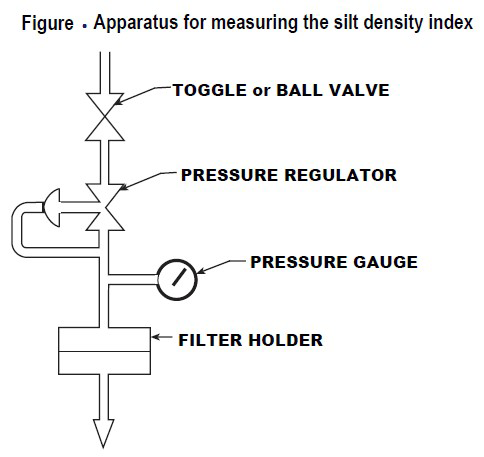
Silt Density Index (SDI) testing should be used to confirm sufficient water quality for the specific membrane system employed. SDI evaluates the potential of feedwater to foul a 0.45 µm filter. Unacceptable SDI measurements can be produced even when water quality is relatively high by most industrial water treatment standards. Where pretreatment is inadequate or ineffective, chemical dispersants may be used to permit operation at higher-than-recommended SDI values. RO systems are highly susceptible to particulate fouling, EDI systems are more forgiving, and UF systems are designed to handle dirty waters.
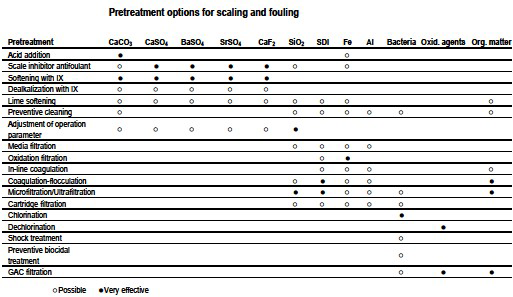
Media Filtration
The removal of suspended and colloidal particles by media filtration is based on their deposition on the surface of filter grains while the water flows through a bed of these grains (filter media). The quality of the filtrate depends on the size, surface charge, and geometry of both suspended solids and filter media, as well as on the water analysis and operational parameters. With a well-designed and operated filter, a SDI15 <5 can usually be achieved.
Oxidation–Filtration
Some well waters, usually brackish waters, are in a reduced state. Typically, such waters contain divalent iron and manganese, sometimes hydrogen sulfide and ammonium, but no oxygen; therefore, they are also called anoxic. Often the oxygen has been used up (e.g., by microbiological processes) because the water is contaminated with biodegradable organic substances, or the water is from a very old aquifer.
In-Line Filtration
The efficiency of media filtration to reduce the SDI value can be markedly improved if the colloids in the raw water are coagulated and/or flocculated prior to filtration. In-line filtration can be applied to raw waters with a SDI only slightly above 5. The optimization of the method, also named in-line coagulation or in-line coagulation-flocculation, is described in ASTM D 4188 /25/. A coagulant is injected into the raw water stream, effectively mixed, and the formed microflocs are immediately removed by media filtration.
Coagulation-Flocculation
For raw waters containing high concentrations of suspended matter resulting in a high SDI, the classic coagulation-flocculation process is preferred. The hydroxide flocs are allowed to grow and settle in specifically designed reaction chambers. The hydroxide sludge is removed, and the supernatant water is further treated by media filtration.
For the coagulation-flocculation process, either a solids-contact type clarifier or a compact coagulation-flocculation reactor may be used. For details, please refer to the general water treatment textbooks.
Microfiltration/Ultrafiltration
Microfiltration (MF) or ultrafiltration (UF) membrane removes virtually all suspended matter and, in the case of ultrafiltration, also dissolved organic compounds depending on their molecular mass and on the molecular mass cut-off of the membrane. Hence, an SDI <1 can be achieved with a well-designed and properly maintained MF or UF system.
Cartridge Microfiltration
A cartridge filter with an absolute pore size of less than 10 μm is the suggested minimum pretreatment required for every RO system. It is a safety device to protect the membranes and the high pressure pump from suspended particles. Usually it is the last step of a pretreatment sequence. A pore size of 5 μm absolute is recommended. The better the prefiltration the less RO membrane cleaning required. If there is a risk of fouling with colloidal silica or with metal silicates, cartridge filtration with 1 to 3 μm absolute pore size is recommended. The filter should be sized on a flow rate according to the manufacturer’s recommendation and replaced before the pressure drop has increased to the permitted limit, but at least every 3 months.
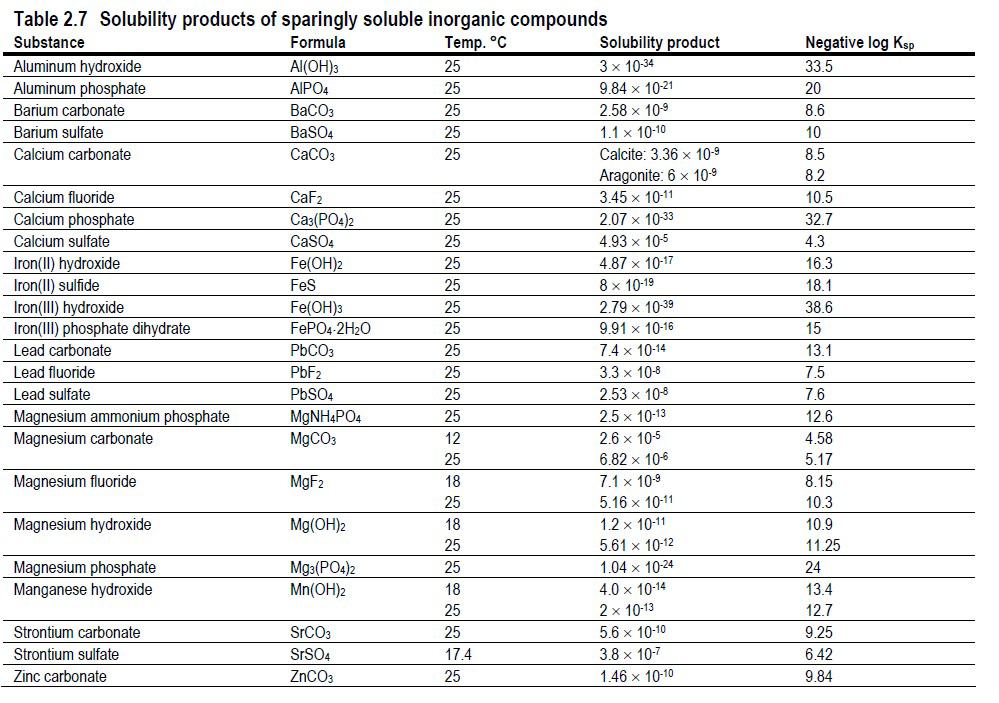
SCALE CONTROL